Welding and Cutting Equipment (Updated 201125)
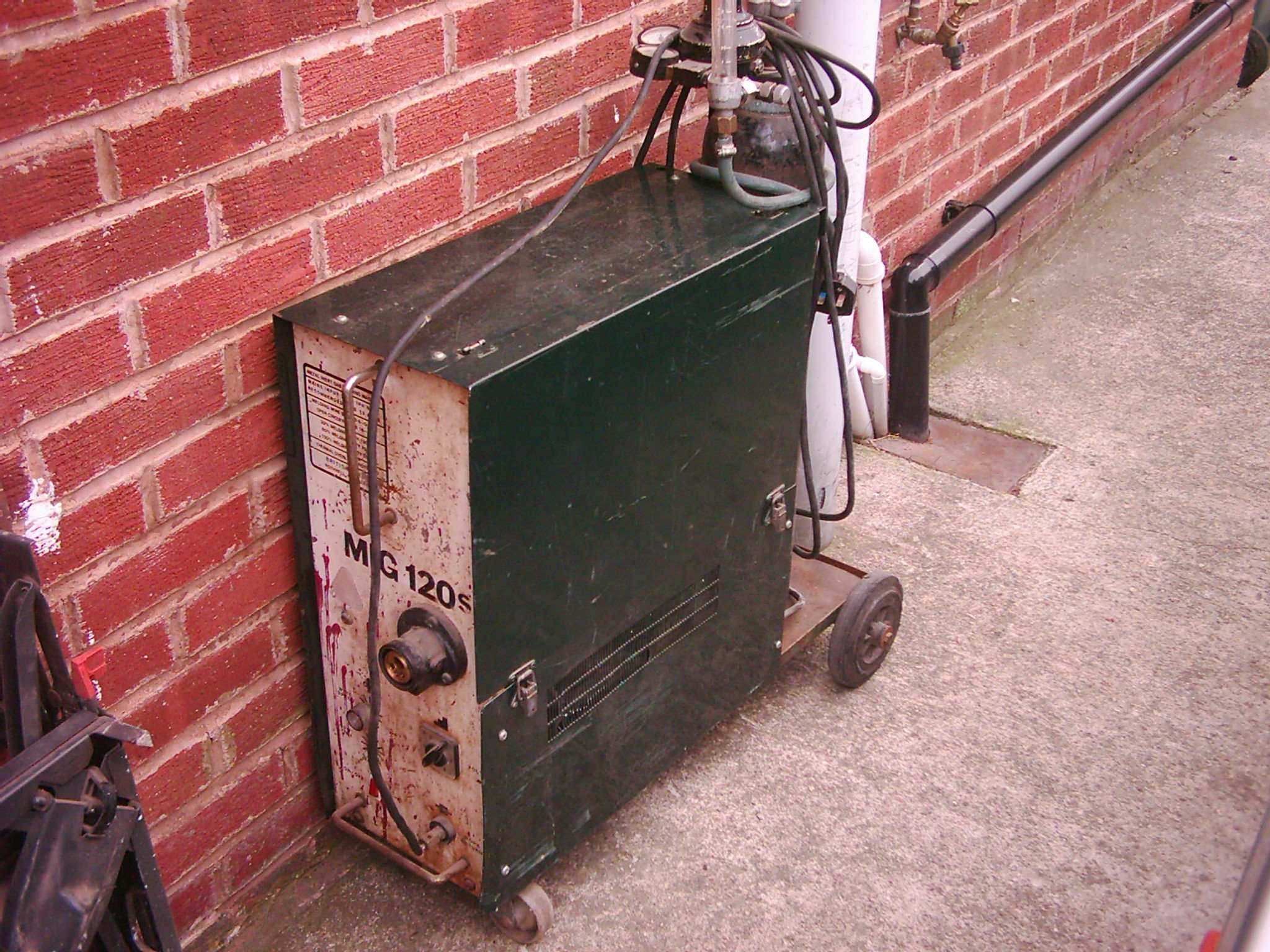
There seem to have been a lot of English welding equipment makers over the years, Oxford being just one of them. Probably best-known for their chunky oil-filled arc ('stick') welders, at some point they found time to make MIG sets as well, and mine is one of them. Probably classed when new as a 'light industrial' unit, the MIG 120s dates from the 1980s (and apparently won a Design Council award!). It had lain in a mate's garage for some years in a faulty condition, having been given to said mate by his brother who couldn't fix it. As the brother worked for a welding hire company I suppose he thought it was probably scrap, but as I got it for next to nothing I thought it was worth a look!
In the event it just needed a couple of new relays and has proven to be a reliable piece of kit (I've probably had it 26 years). I added a cooling fan under the main transformer (copper-wound, none of that modern aluminium rubbish here!) and, when it was pressed into service for a job at work, the boss insisted that I buy a new torch for it! I stripped most of the outer paintwork off and repainted it but apart from the cosmetics, it's a nice enough unit. I used to keep it supplied with CO2 in pub-sized bottles but my local 'back door' gas supplier closed down so I ended up having to open an account with BOC and now I use Argoshield (Argon/CO2 mix). The 120s accepts wire spools up to industrial 15Kg size, which is handy. As it's a 'proper' MIG set it has a 'Euro' connector so the torch can be detached and stored when not in use (it coils up under the side panel)... but one tradeoff of the copper transformer is weight: it's a bit of a heave to get it in and out of a van!
SMP are (or were) a supplier of welding-set test and calibration equipment. Based in Kidderminster, they evidently decided to move into selling welding sets as well and started advertising this unit on Ebay in mid-2005. So I bought one! :-D
Why? Well, I've always fancied being able to make 'stuff' from aluminium, but of course welding it is a black art and requires an AC-output welder. I started by trying to find a used unit at local auctions, then moved on to Ebay but it seems that decent branded kit fetches top money regardless of age or condition, and of course for domestic use you usually need single-phase power, where a lot of industrial kit needs 3-phase.
There are any number of DC-only units on the market now, especially the inverter designs which tend to be cheaper - Ebay is awash with Chinese-built inverter units, although a lot of them don't offer AC-mode. Once I realised I was going to have to spend a lot of money to get an AC-capable machine, I thought I may as well buy a new one, and the SMP fitted the bill.

Close inspection reveals the 'cottage-industry' construction of the welder, but it's presentable enough. Interestingly, the welder bears more than a passing resemblance to the products of Portamig, which are built in York by a specialist manufacturer (Technical Arc Services) on Portamig's behalf, obviously the SMP unit was built under a similar arrangement (I believe 'Oxford' welders are also made in York!).
The welder can take full-size Argon bottles as shown, although nowadays mine usually sports a BOC 'Y' size which is a lot more manageable. SMP supplied only the basic necessities of regulator, TIG torch, earth lead and a few tungstens, so I added a stick torch, assorted tungstens and various spare ceramics, collets etc. for the TIG torch. I also built a foot pedal (to control the output while you weld) because I thought SMP/Tech-Arc's £125 was a bit steep for a case, a switch and a 1K pot! My DIY one is adapted from a guitar volume pedal and cost about £12.
You know how it is: you're browsing a welding forum and spot someone flogging some welding sets for scrap value. Thus it came to pass that I acquired a Romarc 200 MIG.
I sorted out a wire feed issue and a few other glitches that the Romarc had and it seems to be working fine! As of February 2016 it's proven to be a useful set; with 16 output voltage steps, stitch- and spot-weld functions. As to weight: I thought the Oxford 120 was heavy, but this thing needs a ramp to get it in and out of the van, and that's without a gas bottle! I deduce from various markings on the Romarc that it was made in York: the name Technical Arc Services just keeps on appearing...

I picked up a couple of heavy-duty 4m MIG torches from another forum user having a workshop clearout. They're Parweld types I think; both have 'issues' - one's missing the liner, one has no O-rings and so on. One of them had a bent spring-pin connector (one of two that connects the torch trigger to the electronics). I tried to straighten it but it snapped, so I extracted the broken bits, measured it up and made a replacement on the lathe. Quite entertaining trying to drill a 1.5mm hole into a piece of brass 2mm in diameter! No doubt they're off-the-shelf somewhere for pennies but hey, what's the point of owning a lathe and not using it?
I occasionally visit a certain forum aimed at DIY welders. Some time back, one of the contributors was having a workshop reshuffle and offered his plasma cutter for sale. As I had one on my 'wishlist' I thought I ought to at least consider it. So I did. For about half a second; then I emailed the guy, made an offer and became the proud owner of an Oerlikon Citocut 10i :D This is positively modern compared to my MIG welding sets: naturally it's inverter-based electronics so weighs about as much as a bag of sugar (though, ironically, the carrying strap is missing). The torch has a good length of cable/hose and the 'earth' lead is some kind of super-flexible cable that shows proper product design. The 10i is rated (confusingly) at 30A output, which doesn't sound like much if you think how much current it takes to weld metal together, but it can actually sever 10mm steel plate if you take your time and don't need it neat. On car body-thicknesses it's almost like using a scalpel: about as fast as you'd draw a line, it cuts. If you're used to using cutting discs and tinsnips, invest in one of these! I'm sure you'll find a few references to mine being put to use, around this website. Slightly annoyingly, the torch appears to have been superceded on later versions of the 10i and the consumables aren't interchangeable - parts for this torch are bloody expensive for what they are, and not many places stock them. Edit: it worked fine for several years and then started cutting intemittently and very weakly (struggled to sever 1mm plate, never mind 10mm). The usual suspects of torch consumables were replaced again (it appears this torch was only ever used on a couple of plasma units) to no avail. Covers off and a good look around showed nothing but very well-made electronics, nothing burned or hanging off. Bunged it in the loft for - ashamed to admit it - several more years until I dragged it down for 'one last look' before scrapping it. Took the torch completely apart and found the HT feed to the business end had unscrewed itself so was barely making contact. Seconds later and all was as it should be :D You'd think I'd know after more than 4 decades working on electronics to always check for the simplest faults... :o\

Bosch Cut-off Disc ('chop saw')
If you're going to weld stuff together it's always useful to be able to cut the material to the size you need and after years of persevering with angle grinders I finally bit the bullet and bought a chop saw. Via Ebay, where else. It came from a small company that made aluminium window frames and was used on-site a lot, hence the scratches and scrapes. However the brushes had plenty of length remaining and the motor sounded smooth enough... and several (Edit: 20-plus!) years on it still works fine.

Vertical Bandsaw (possibly by 'Tyzack')
Yet another Ebay find, the bandsaw is an old cast-iron monster that mostly sees very little use - but which has proven to be indespensible for certain jobs (like chopping up 12mm alloy plate and thick Acetal). I bought it from a firm in Leicester that made plastic mouldings for shop displays; this was their first bandsaw, bought 'used' in 1972 and worked in their toolroom till it was squeezed out by successively bigger units! It's not exactly small at 5' 6" high, with a 22" x 38" footprint. I had to lose a workbench just to fit it into the workshop. Nor is it light: although I manhandled it out of the van and into position by myself it's not something I'd do for fun - the table alone weighs 25Kg! It came with a monster 3-phase motor that I couldn't use at the time so I fitted a single-phase motor and listed the original on Ebay. It sold for a whole pound. In hindsight, not one of my most profitable deals as it was probably worth 30 times that in scrap. Hey ho.

As I expected it uses now uncommon-length (108") saw blades but there are a few places that can make them up - I got the current ones from justbandsawblades. The drivetrain uses 4-step pulleys to give different blade speeds. The drive shaft runs in BIG bearings provided with a Stauffer lubricator for adding grease. There's a chunk out of the rubber coating of the drive wheel but it doesn't seem to affect the blade's running as there's so much of it in contact at any one time (the wheels are 15" diameter). It looks as though the original wire guards have been supplemented over the years, with sheet alloy and plywood covers; probably to keep the sawdust down. No maker's marks anywhere on the unit although the lubricator was made in Leeds which suggested it is at least British; a forum contributor suggests it is a Tyzack - they were long-established saw makers who also sold 'Zyto' lathes and other tools, although it seems likely they bought-in a lot of them and put their badge on. I found a large 1.5hp single-phase motor that runs the saw OK; I just had to TIG-weld some mounting brackets to make it fit the sliding mounts on the bandsaw (used to tension the drive belt). The pulley set has a 1" bore whereas the motor spindle is 24mm, so I packed it out with some shim steel and left the grub screw slack till the running belt had pulled the pulleys into line.
Once I'd finally got the motor fitted I turned my attention to the installation of the blade. I realised that the only way the saw was usable in the space I had available was to run it with the blade the 'wrong way' round - the work needs to be fed in from the left of the machine whereas the blade guide assembly is obviously intended to support a blade with the teeth on the other edge! Although I found that without any support I could still cut thick plate, the blade would eventually jump off the wheels, which one day resulted in the blade snapping as it snagged. I made a new blade guide that supports it using three small sealed ball-bearings and now I can shove stuff merrily through without incident - especially Acetal, where the blade goes through even 30mm thick stock as fast as you can push it. Just need to practice my blade-joining technique now...
I did some maths and worked out that from a motor shaft speed of 1430 rpm and with the pulleys giving (approximate) drive ratios of 0.56:1, 0.78:1, 1.27:1 and 1.77:1, the drive wheels will spin at 804,1122, 1818 and 2541 rpm which means, given that the wheels have a 47" circumference, linear speeds of the blade will be around 968, 1346, 2180 and 3050 metres (3km!) per minute. Whatever it is, the slowest speed fairly rips through thick alloy plate! Having worn out a couple of blades 'dry'-cutting alloy and steel I think I need to look at adding some kind of coolant system; the first blades I bought were a fiver each but now they're more like £15 each, hardly disposable.

Oh look: another freebie! A customer was having a clearout and this was propped against a skip. You get nothing unless you ask, so I did and here it is. Although it looks a shade rough the blades are undamaged and it works fine... although at the moment I have to resort to clamping the guillotine in the bench vice to be able to get any leverage on it! Good job I built that bench heavy...

I inherited this from my dad; back when he ran his own business repairing cars in the 1970s/80s, one of his customers acquired it for him to speed up the production of repair panels for those rusty old heaps that the British car industry produced. Prior to that he'd made them the hard way, with Gilbow manual shears. I'm not sure how old it is but it was second-hand in the early 1980s! It still has its original box and the rubber cable is still in good condition... this dates from when electric tools had metal casings and could electrocute the unwary user if the wiring was faulty. So far, so good...

Typical cheap Chinese-made thing once sold by B&Q I think, this one dates from 1997 and hasn't been too bady abused. The disc table is a bit flimsy and the motor has less power than a ladies' bedroom toy but it does what it's supposed to... notwithstanding the missing belt release lever! One day, when I have a minute.. ;o)
